Отже, як запобігти виробленню гасіння напруги під час
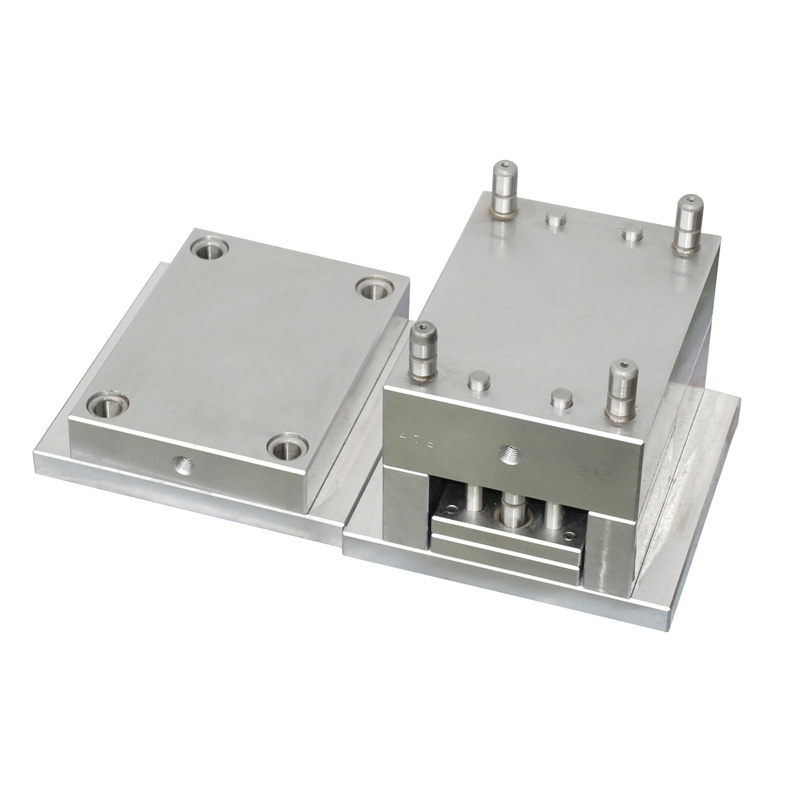
Стандартна прецизійна основа формиохолодження?
Для усунення напруги слід використовувати відпуск, а після загартування стандартних моделей кип’ятити 30 ~ 60 хв до обробки охолодженням, усуваючи від 15% до 25% напруги гасіння, стабілізуючи залишковий аус, потім проводять обробку звичайним охолодженням при 60 °C або глибоким холодом. обробка -120°С.
Чим нижче температура, тим більше залишковий аустенітний перехід становить кількість мартенситу, але його неможливо перетворити. Результати експерименту показують, що залишковий аустеніт становить приблизно від 2% до 5%, а невелика кількість залишкового аустеніту може викликати повільний стрес і буфер. Оскільки залишковий аустеніт м'який і жорсткий, він може частково поглинати енергію швидкого розширення сили, усунути напругу зміни фази. Після холодної обробки стандартну модель виймають у гарячій воді для підігріву температури, і можна усунути стрес холодної обробки на 40% -60%. Коли температура підвищується до кімнатної температури, її слід вчасно загартувати, щоб додатково усунути стрес від холодної обробки, уникнути утворення тріщин холодної обробки, отримати стабільну тканину та продуктивність, гарантуючи, що
Стандартна прецизійна основа форми не деформуються під час зберігання та використання.